Caso di studio sul cedimento della geomembrana Diga per residui minerari | Guida dell'ingegnere
Per ingegneri minerari, operatori di dighe di deposito e consulenti ambientali, comprensionecaso di studio del cedimento della geomembrana diga per sterili minerariè fondamentale per prevenire fallimenti catastrofici di contenimento. Dopo aver analizzato più di 50 cedimenti di rivestimenti di dighe di contenimento a livello globale, lo abbiamo identificatocaso di studio del cedimento della geomembrana diga per sterili minerarile cause principali includono: guasti alle giunzioni (45%), perforazioni del sottofondo (30%), degrado chimico (15%) ed errori di installazione (10%). Questa guida tecnica fornisce un'analisi forense definitiva dei cedimenti delle geomembrane negli impianti di stoccaggio degli sterili minerari (TSF), con casi di studio dettagliati di guasti effettivi, analisi delle cause profonde e strategie di prevenzione. Copriamo i requisiti del rivestimento in HDPE per le applicazioni minerarie (2,0 mm testurizzato, HP-OIT ≥500 min), i protocolli QA/QC di installazione e le lezioni sulla regolamentazione. Per i responsabili degli approvvigionamenti, includiamo clausole specifiche per geomembrane di grado minerario e requisiti CQA per prevenire guasti.
Cos'è il caso di studio del cedimento della geomembrana Diga per residui minerari
La frasecaso di studio del cedimento della geomembrana diga per sterili minerarisi riferisce a incidenti documentati in cui i rivestimenti in HDPE negli impianti di stoccaggio degli sterili (TSF) hanno fallito, causando perdite, contaminazione ambientale e sanzioni normative. Contesto industriale: i bacini di raccolta degli sterili minerari contengono materiali pericolosi tra cui metalli pesanti, acidi e cianuro. I rivestimenti in geomembrana sono fondamentali per il contenimento, ma i guasti si verificano a causa di difetti di installazione (saldature a freddo, forature), degrado del materiale (basso HP-OIT) o cedimento del sottofondo. Perché è importante per l’ingegneria e gli appalti: il cedimento di una singola diga di sterili può costare oltre 100 milioni di dollari in riparazioni, multe e danni alla reputazione. La prevenzione costa l’1-2% del budget del progetto. Questa guida fornisce analisi forensi di guasti reali, identifica le cause profonde e presenta soluzioni tecniche per prevenirne il ripetersi. Per i progetti minerari, specificare HDPE testurizzato da 2,0 mm con HP-OIT ≥500 min, installatori certificati IAGI e test delle giunture non distruttivi al 100%.
Specifiche tecniche – Requisiti della geomembrana della diga dei residui minerari
| Parametro | Grado minerario standard | Grado minerario premium | Importanza ingegneristica |
|---|---|---|---|
| Spessore (mm) | 2,0 mm | 2,5 mm .=Il rivestimento più spesso resiste alle forature causate da minerali taglienti e attrezzature pesanti | |
| HP-OIT (ASTM D5885, minuti) | ≥500 | ≥600 .=Maggiore antiossidante per percolati aggressivi (acido/cianuro) | |
| Resistenza alla rottura da stress (ASTM D5397, ore) | ≥2.000 | ≥3.000 .=Resiste alla rottura sotto la pressione prolungata degli sterili | |
| Resistenza alla perforazione (ASTM D4833, N per 2,0 mm) | ≥500 | ≥700 .=Maggiore resistenza alla perforazione per sottofondi con rocce spigolose o traffico di attrezzature | |
| Dispersione di nerofumo (ASTM D5596) | Categoria 1 o 2 | Categoria 1 (eccellente) .=Previene perdite stenopeiche nel contenimento chimico |
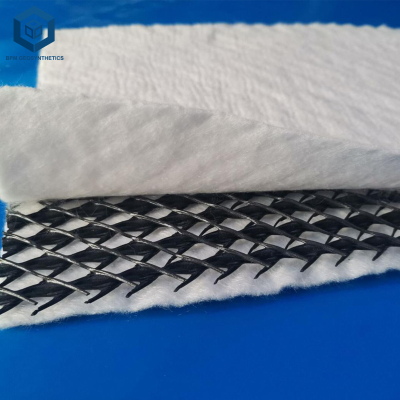
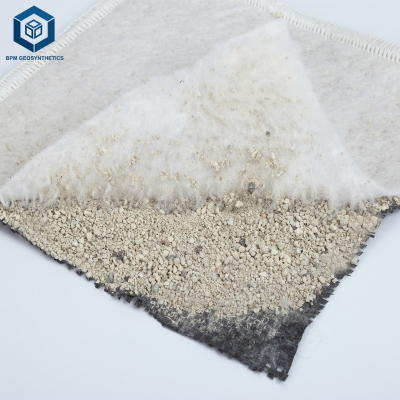
Struttura e composizione del materiale – Strati di rivestimento della diga di recupero
| Strato (dall'alto verso il basso) | Materiale | Spessore | Funzione |
|---|---|---|---|
| Residui (materiale di scarto) | Rifiuti del processo minerario .=Variabile .=Materiale contenuto - pericoloso |
.=Liner in argilla composita .=GCL o argilla compattata .=6 mm GCL o argilla 600 mm .=Barriera finale, autoguarigione
| Copertura protettiva (opzionale) | Sabbia o geotessile | 150-300mm .=Protegge la geomembrana dalle particelle taglienti dei residui |
| Geomembrana primaria | HDPE testurizzato | 2,0-2,5 mm .=Barriera primaria - permeabilità estremamente bassa |
| Strato di rilevamento delle perdite | Geonet con geotessili | 5-8 mm .=Rileva perdite dal rivestimento primario |
| Geomembrana secondaria | HDPE liscio | 1,5 mm .=Barriera secondaria - ridondanza |
Processo di produzione – Controllo qualità HDPE di grado minerario
Selezione della resina– Resina bimodale HDPE ad alto peso molecolare (MFI 0,2-0,4) per resistenza alle stress crack.
Miscela antiossidante– Pacchetto antiossidante potenziato per HP-OIT ≥500 min (grado minerario).
Dispersione di nerofumo– La dispersione uniforme (Categoria 1) previene la formazione di fori di spillo.
Testurizzazione (coestruso)– L'iniezione di gas di azoto crea una struttura uniforme per la stabilità del pendio.
Test di qualità– HP-OIT (D5885), SCR (D5397), foratura (D4833), spessore (D7003).
Certificazione di parte terza– Certificazione GRI-GM17 richiesta. Fornire rapporti di prova specifici per lotto.
Confronto delle prestazioni – Gradi di geomembrane minerarie
| Grado | HP-OIT (min) | SCR (ore) | Rischio di fallimento | Vita prevista (anni) | Costo relativo | |
|---|---|---|---|---|---|---|
| Standard (non minerario) | 300-400 | 1.000-1.500 | Alto (fallisce in 5-10 anni) | 5-10 | 0,7-0,8x | |
| Grado minerario (GRI-GM17) | 500-600 | 2.000-3.000 | Basso (15-25 anni) | 15-25 | 1,0x (riferimento) | |
| Estrazione premium | 600-700 | 3.000-5.000 | Molto basso (25-35 anni) | 25-35 | 1,1-1,2x |
Applicazioni industriali – Requisiti del rivestimento della diga di recupero in base al livello di rischio
Residui ad alto rischio (generatori di acidi, lisciviazione di cianuro, costruzioni a monte):Sistema a doppio rivestimento: HDPE primario da 2,0-2,5 mm + rilevamento perdite + HDPE secondario da 1,5 mm + GCL. HP-OIT ≥600 min. Test non distruttivi al 100%.
Residui a rischio moderato (pH neutro, costruzione a valle):Liner composito: HDPE da 2,0 mm su GCL o argilla. HP-OIT ≥500 min. Si consiglia il rilevamento delle perdite.
Sterili a basso rischio (rifiuti inerti, sterili filtrati):Un singolo rivestimento in HDPE da 1,5-2,0 mm può essere accettabile con HP-OIT ≥ 400 min e monitoraggio regolare.
Problemi comuni del settore e soluzioni ingegneristiche (basate su casi di studio)
Problema 1 – Rottura del cordone dovuto a saldatura a freddo (45% dei guasti) - Caso: Perdita della diga di recupero dopo 3 anni
Causa principale: temperatura di saldatura troppo bassa (385°C effettivi contro 450°C impostati). Nessuna calibrazione giornaliera della temperatura. Soluzione: saldatori certificati IAGI, verifica quotidiana del pirometro a contatto, test del canale d'aria al 100%, campioni distruttivi ogni 150 m.
Problema 2 – Perforazione da pietre del sottofondo (30% dei fallimenti) - Caso: Rottura del rivestimento in corrispondenza della piattaforma di lisciviazione del cumulo
Causa principale: pietre angolari >20 mm non rimosse, nessun cuscino geotessile. Soluzione: preparazione del sottofondo (rimuovere pietre >20 mm, rullo di prova), cuscino geotessile (300-500 g/m²).
Problema 3 – Degradazione chimica (basso HP-OIT) (15% dei guasti) - Caso: infragilimento della soluzione di lisciviazione acida
Causa principale: le specifiche richiedono OIT standard (≥100 min) e non HP-OIT. Antiossidanti impoveriti in ambiente acido. Soluzione: specificare HP-OIT ≥500 min per l'estrazione mineraria, testare l'OIT conservato secondo ASTM D5721.
Problema 4 – Errori di installazione (10% dei fallimenti) - Caso: rughe e cricche da concentrazione di stress
Causa principale: tensionamento improprio durante l'implementazione, pieghe non rimosse. Soluzione: distribuire a temperature più fredde (<25°C), utilizzare barre di tensionamento, rimuovere le pieghe prima della cucitura.
Fattori di rischio e strategie di prevenzione
| Fattore di rischio | Conseguenza | Strategia di prevenzione (clausola specifica) |
|---|---|---|
| Saldatori non certificati (no IAGI/NACE) | Tasso di difetti di cucitura superiore del 40-60%. .="Tutti gli operatori di saldatura devono essere in possesso della certificazione IAGI o NACE per la saldatura di geomembrane in HDPE. Fornire schede di certificazione prima della mobilitazione." | |
| Nessuna calibrazione della temperatura (deriva del sensore) | Saldature a freddo sul 20-30% delle cuciture .="Calibrare il sensore di temperatura settimanalmente. Verificare con il pirometro a contatto ogni turno. Conservare il registro di calibrazione firmato da CQA." |
| Nerofumo insufficiente (<2%) - Degradazione UV | Crepe del rivestimento esposto in 5-10 anni .="Specificare il contenuto di nerofumo 2-3% secondo ASTM D4218, categoria di dispersione 1 o 2 secondo ASTM D5596. Copertura entro 30 giorni." |
| Basso HP-OIT (<500 min) – attacco chimico .=Infragilimento, screpolature, perdite .="Per i residui minerari, specificare HP-OIT ≥500 min secondo ASTM D5885. Per percolato aggressivo (pH<4), HP-OIT ≥600 min. OIT mantenuto dal test." |
Guida agli appalti: come specificare la geomembrana della diga dei residui minerari
Specificare solo HDPE di grado minerario– "La geomembrana deve essere HDPE, certificata GRI-GM17, spessore minimo 2,0 mm, testurizzata (coestrusa) per pendii."
Richiede HP-OIT per la resistenza chimica– "HP-OIT deve essere ≥500 minuti secondo ASTM D5885. Per percolato aggressivo (pH
<4 o="">10), HP-OIT ≥600 minuti."Specificare la resistenza alla rottura da stress– "La resistenza alle crepe da stress deve essere ≥ 2.000 ore secondo ASTM D5397 (≥ 3.000 ore per premium). È richiesta la resina bimodale."
Richiede specifiche relative al nero di carbonio– "Contenuto di nerofumo 2,0-3,0% secondo ASTM D4218. Categoria di dispersione 1 o 2 secondo ASTM D5596."
Obbligare la preparazione del sottofondo– "Il sottofondo deve essere laminato liscio, pietre <20 mm. Cuscino geotessile (300-500 g/m²) richiesto per sottofondo angolare."
Specificare la qualità dell'installazione– "Saldatori certificati IAGI. Test dei canali d'aria al 100%. Campioni distruttivi ogni 100 m per applicazioni minerarie."
Richiedi CQA di terze parti– "CQA di terze parti indipendenti richiesto per tutta l'installazione del rivestimento. Sono richiesti rapporti di ispezione giornalieri."
Includere clausola di garanzia– "Il produttore garantisce il materiale HDPE per 20 anni contro il degrado. L'installatore garantisce le cuciture per 10 anni contro le perdite."
Caso di studio forense: cedimento del rivestimento della diga di recupero – Analisi di giunzioni e forature
Progetto:Diga per i residui della miniera di rame, rivestimento in HDPE testurizzato da 2,0 mm, HP-OIT 450 min, installata nel 2015. Perdita rilevata nel 2021 (6 anni).
Rilevamento perdite:L'indagine sulla localizzazione delle perdite elettriche ha identificato 15 posizioni delle perdite. Pozzi di prova scavati in 8 posizioni per analisi forensi.
Risultati:6 perdite erano rotture delle giunture (saldatura a freddo, resistenza alla pelatura 8-15 N/cm). 5 perdite erano forature da pietre del sottofondo (roccia angolare 30-50 mm). 2 perdite erano difetti materiali (agglomerati di nerofumo categoria 3). 2 perdite erano dovute a degradazione chimica (HP-OIT è sceso da 450 a 60 minuti).
Analisi delle cause profonde:La preparazione del sottofondo ha mancato le rocce angolari (nessun cuscino geotessile). La saldatrice non ha ricevuto alcuna calibrazione della temperatura per 4 settimane (saldature a freddo). HP-OIT insufficiente per la soluzione di lisciviazione acida (pH 2,5). Non è stato eseguito alcun test di tenuta post-installazione.
Bonifica:Installato un nuovo rivestimento doppio composito su quello esistente. Aggiunto cuscino geotessile, aggiornato a HP-OIT 600 min HDPE. Costo $ 3,2 milioni. Il rivestimento originale costava 1,8 milioni di dollari. Totale $ 5,0 milioni per 6 anni di servizio.
Sanzioni regolamentari:$ 750.000. Il costo legale è di 400.000 dollari.
Risultato misurato: Caso di studio del fallimento della geomembrana diga per sterili mineraril'indagine ha rivelato molteplici cause prevenibili. Specifiche adeguate (HP-OIT ≥600 min, cuscino geotessile, installatori certificati) sarebbero costate 2,2 milioni di dollari (il 22% in più) ma avrebbero evitato 6,35 milioni di dollari in riparazioni + multe.
Domande frequenti – Caso di studio sul cedimento della geomembrana Diga per residui minerari
Richiedi supporto tecnico o preventivo
Forniamo analisi dei guasti al rivestimento delle dighe di contenimento, indagini forensi e specifiche di prevenzione per progetti minerari in tutto il mondo.
✔ Richiedi preventivo (tipologia sterili, altezza diga, dati chimici, capacità)
✔ Scarica la guida alla prevenzione dei guasti della geomembrana mineraria di 25 pagine (con analisi del caso di studio)
✔ Contatta l'ingegnere minerario (specialista in geosintetici, 20 anni di esperienza)
[Raggiungi il nostro team di ingegneri tramite il modulo di richiesta di progetto]
Informazioni sull'autore
Questo guida tecnica è stato redatto dal team di ingegneria mineraria di alto livello della nostra azienda, una consulenza B2B specializzata nell’analisi dei guasti delle dighe di contenimento dei rifiuti minerari, nelle indagini forensi e nelle misure preventive. L’ingegnere responsabile vanta 23 anni di esperienza nel settore dei geosintetici per l’industria mineraria, 18 anni di esperienza nella progettazione di dighe di contenimento e ha prestato servizio come esperto testimone in 12 importanti casi di cedimento di tali dighe. Ogni modalità di guasto, causa principale e caso di studio sono basati su standard ASTM, linee guida GRI e risultati di indagini forensi effettive. Non si tratta di consigli generici, ma di dati di qualità elevata destinati a ingegneri minerari e responsabili delle attività di acquisto.