Difetto di saldatura per estrusione nel rivestimento in HDPE
Nei sistemi di contenimento con geomembrana, la qualità della saldatura determina l'integrità a lungo termine del rivestimento. UNdifetto di saldatura per estrusione nel rivestimento in HDPEpuò compromettere la resistenza della giunzione, con conseguenti rischi di perdite e costosi interventi di riparazione. La saldatura per estrusione è ampiamente utilizzata per rattoppi, lavori di dettaglio, attraversamenti di tubazioni e riparazione di giunzioni in loco dove la saldatura a cuneo caldo non può essere applicata.
Questo articolo tecnico spiega le cause ingegneristiche didifetto di saldatura per estrusione nel rivestimento in HDPETra le informazioni fornite figurano la compatibilità dei materiali, i parametri di saldatura, le condizioni delle apparecchiature e le pratiche di installazione. Le informazioni sono destinate a responsabili degli acquisti, appaltatori EPC, ingegneri e distributori di geomembrane responsabili delle prestazioni dei sistemi di rivestimento.
Definizione di difetto di saldatura per estrusione nel rivestimento in HDPE
UNdifetto di saldatura per estrusione nel rivestimento in HDPESi verifica quando il polimero fuso estruso non si fonde correttamente con il materiale di base della geomembrana. Questo difetto riduce la resistenza dell'adesione della giunzione e può causare distacchi, vuoti o fusione incompleta all'interno della giunzione saldata.
Parametri tecnici e specifiche di saldatura
La qualità della saldatura per estrusione dipende da un controllo rigoroso della temperatura, della velocità di estrusione e della preparazione della superficie. I parametri tipici utilizzati nell'installazione di geomembrane in HDPE sono elencati di seguito.
| Parametro | Gamma tipica | Riferimento di ingegneria |
|---|---|---|
| Spessore della geomembrana | 1,0 – 2,5 mm | GRI GM13 |
| Temperatura di estrusione | 200 – 260 °C | Pratica di saldatura dell'HDPE |
| Temperatura di preriscaldamento | 220 – 350 °C | Preparazione dell'aria calda |
| Materiale della bacchetta di saldatura | Asta compatibile HDPE | Stessa famiglia di resine |
| Velocità tipica di saldatura | 0,4 – 1,2 m/min | Controllato sul campo |
| Resistenza minima della cucitura | Resistenza della lamiera ≥ 70% | ASTM D6392 |
Struttura e composizione materiale
Le saldature di estrusione sono in genere costituite da più elementi strutturali che devono legarsi correttamente per evitare undifetto di saldatura per estrusione nel rivestimento in HDPE.
Strato di base in geomembrana HDPE– barriera di contenimento primaria
Zona di preparazione della superficie– superficie di appoggio per l'incollaggio
perlina estrusa fusa– materiale di riempimento estruso in HDPE
Superficie di incollaggio preriscaldata– riscaldato con pistola ad aria calda
Profilo di saldatura rinforzato– forma del cordone di saldatura strutturale
Una corretta fusione tra questi componenti garantisce una barriera impermeabile continua.
Processo di produzione e installazione mediante saldatura per estrusione
Fase 1 – Rettifica della superficie
La superficie della geomembrana viene levigata meccanicamente per rimuovere l'ossidazione e migliorare le caratteristiche di adesione.
Fase 2 – Pulizia
La polvere e i detriti vengono rimossi dalla zona della giunzione utilizzando un panno pulito o aria compressa.
Fase 3 – Preriscaldamento
Una pistola ad aria calda riscalda la superficie del rivestimento per attivare il polimero prima della saldatura per estrusione.
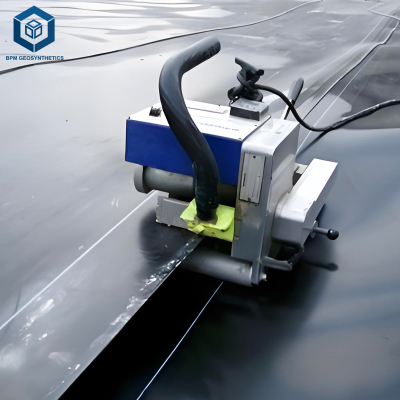
Fase 4 – Saldatura per estrusione
La bacchetta di saldatura in HDPE fuso viene estrusa attraverso una saldatrice a estrusione portatile per creare un cordone di saldatura continuo.
Fase 5 – Raffreddamento e solidificazione
La saldatura si raffredda naturalmente per raggiungere la resistenza strutturale.
Fase 6 – Ispezione delle cuciture
I tecnici eseguono ispezioni visive e test distruttivi sulle giunture per verificare la qualità della saldatura.
Confronto tra i metodi di cucitura dei rivestimenti interni nel settore
| Metodo di cucitura | Uso tipico | Forza Affidabilità | Fabbisogno di lavoro |
|---|---|---|---|
| Saldatura a cuneo caldo | Cuciture del campo principale | Molto alto | Moderare |
| Saldatura per estrusione | Riparazioni e dettagli | Alto | Alto |
| Saldatura a solvente | Fodere in PVC | Moderare | Basso |
| Incollaggio adesivo | Cuciture temporanee | Basso | Basso |
Scenari applicativi
Comprensionedifetto di saldatura per estrusione nel rivestimento in HDPEè particolarmente importante nei sistemi di contenimento che richiedono geometrie di saldatura complesse.
Impianti di stoccaggio di scarti minerari
Rivestimenti per discariche comunali
Lagune di depurazione delle acque reflue
Bacini di irrigazione agricola
Sistemi di contenimento chimico
Rivestimenti per laghetti per acquacoltura
In questi progetti, le imprese EPC e i consulenti di ingegneria devono garantire la qualità delle saldature attraverso rigorose procedure di controllo qualità.

Punti critici principali e soluzioni ingegneristiche
1. Preparazione insufficiente della superficie
Le superfici in HDPE ossidato impediscono una corretta fusione tra il cordone di saldatura e il rivestimento.
Soluzione:
Levigare le superfici di giunzione prima della saldatura.
Rimuovere accuratamente gli strati di ossidazione
2. Temperatura di estrusione errata
Le basse temperature impediscono la fusione, mentre il calore eccessivo degrada la struttura del polimero.
Soluzione:
Mantenere una temperatura di estrusione controllata
Eseguire la calibrazione prima della saldatura di produzione.
3. Area di saldatura contaminata
La polvere o l'umidità riducono la forza di adesione.
Soluzione:
Pulire accuratamente le superfici delle cuciture
Evitare di saldare in caso di pioggia o elevata umidità.
4. Variabilità delle competenze dell'operatore
La saldatura per estrusione richiede controllo manuale e tecnici esperti.
Soluzione:
Avvalersi di tecnici specializzati nella saldatura di geomembrane.
Eseguire quotidianamente prove di saldatura
Avvertenze sui rischi e raccomandazioni per la prevenzione
Evitare la saldatura per estrusione su superfici contaminate.
Non utilizzare elettrodi per saldatura incompatibili.
Assicurarsi di levigare correttamente la superficie prima della saldatura.
Eseguire regolarmente test distruttivi sulle giunzioni.
Mantenere la corretta calibrazione delle apparecchiature di saldatura.
La mancata considerazione di questi fattori aumenta significativamente la probabilità di undifetto di saldatura per estrusione nel rivestimento in HDPE.
Guida agli acquisti e alla selezione
Nella scelta dei servizi o dei materiali per l'installazione di geomembrane, i team addetti agli acquisti devono seguire questi passaggi:
Verificare che il materiale della geomembrana sia conforme agli standard GRI GM13.
Verificare la compatibilità tra la bacchetta di saldatura e il materiale del rivestimento.
Valutare le certificazioni dell'installatore e la sua esperienza sul campo.
Verificare le specifiche delle attrezzature di saldatura.
Rivedere le procedure di collaudo delle cuciture.
Richiedere referenze di progetti di ingegneria precedenti.
Esempio di caso di ingegneria
Un progetto di lagunaggio per il trattamento delle acque reflue ha installato un rivestimento in geomembrana HDPE da 1,5 mm su un'area di contenimento di 45.000 m². Durante l'ispezione di qualità, i tecnici hanno rilevato undifetto di saldatura per estrusione nel rivestimento in HDPEin diverse saldature di penetrazione del tubo a causa di una rettifica superficiale insufficiente e di una bassa temperatura di preriscaldamento.
Il team di installazione ha ripristinato la levigatura delle aree di saldatura, aumentato la temperatura di preriscaldamento a 300 °C e ripetuto il processo di saldatura per estrusione. I successivi test sulle giunzioni hanno confermato la piena conformità ai requisiti ASTM di resistenza alla pelatura e al taglio, ripristinando l'integrità del sistema.
FAQ – Difetto di saldatura per estrusione nel rivestimento in HDPE
1. Che cos'è un difetto di saldatura per estrusione nel rivestimento in HDPE?
Si verifica quando il polimero estruso non si fonde correttamente con la superficie della geomembrana.
2. Quali sono le cause dei difetti nella saldatura per estrusione?
Tra le cause più comuni si annoverano una preparazione inadeguata della superficie, una temperatura errata o aree di saldatura contaminate.
3. La saldatura per estrusione è più resistente della saldatura a cuneo?
La saldatura a cuneo caldo in genere garantisce una resistenza più uniforme per le giunzioni lunghe.
4. Dove viene utilizzata principalmente la saldatura per estrusione?
Per riparazioni, rattoppi, attraversamenti di tubazioni e dettagli complessi di rivestimento.
5. Qual è la temperatura utilizzata nella saldatura per estrusione?
In genere tra 200 °C e 260 °C, a seconda dello spessore del rivestimento.
6. È possibile riparare le saldature di estrusione difettose?
Sì, le saldature difettose possono essere rimosse e risaldate dopo un'adeguata preparazione della superficie.
7. Quale metodo di prova viene utilizzato per la verifica delle cuciture?
Test distruttivi delle giunzioni, come i test di pelatura e di taglio ASTM D6392.
8. Le condizioni meteorologiche influenzano la saldatura per estrusione?
Sì, le condizioni di freddo o vento possono ridurre la qualità della saldatura.
9. Quali attrezzature vengono utilizzate per la saldatura per estrusione?
Saldatrici a estrusione portatili con sistemi di riscaldamento ed estrusione integrati.
10. Chi dovrebbe eseguire la saldatura per estrusione?
Tecnici certificati per la saldatura di geomembrane con esperienza nell'installazione sul campo.
Richiedi documentazione tecnica o preventivo per il progetto
Per dati tecnici, linee guida per la saldatura o informazioni sui prezzi relativi ai sistemi di rivestimento in geomembrana HDPE, contattate il nostro team di ingegneri.
Schede tecniche delle geomembrane in HDPE
Linee guida sui parametri di saldatura
Consulenza sulla progettazione ingegneristica
Campioni di materiale per test
Invia le specifiche del tuo progetto per ricevere un preventivo dettagliato e la documentazione tecnica.
Autore e autorità tecnica
Questo articolo è stato redatto da uno specialista in sistemi di contenimento con geomembrane, con oltre 12 anni di esperienza in progetti di ingegneria per discariche, miniere e contenimento idrico. L'autore ha partecipato alla supervisione dell'installazione di rivestimenti e al controllo qualità in Asia, Africa e Sud America.
I riferimenti tecnici seguono standard per geomembrane ampiamente riconosciuti, tra cui ASTM, GRI GM13 e le pratiche internazionali di installazione delle geomembrane.