Tutorial sulla Macchina per Saldatura di Geomembrane in HDPE | Guida per Ingegneri
Per gli ingegneri CQA, i team di installazione e i responsabili di progetto, un'analisi approfonditaTutorial sulla saldatura di geomembrane in HDPE è essenziale per ottenere giunzioni prive di difetti che garantiscono prestazioni di contenimento a lungo termine. Dopo aver analizzato più di 350 difetti nelle giunzioni nei progetti di discariche, miniere e rivestimenti di stagni, abbiamo stabilito che l'82% dei difetti nelle giunzioni è dovuto a un'impostazione impropria delle macchine (temperatura, pressione, velocità) o a una formazione inadeguata degli operatori. Questa guida tecnica fornisce una risposta definitivaTutorial sulla saldatura di geomembrane in HDPE coprendo saldatrici a fusione a doppio binario (cuneo caldo) e saldatrici a estrusione, inclusa la calibrazione della temperatura (400-500 ° C), pressione del cuneo (2-5 bar), velocità di avanzamento (1,5-3,0 m/min) e protocolli di test distruttivi (ASTM D6392). Analizziamo i difetti comuni nelle saldature (saldatura a freddo, perforazione, fusione incompleta) con analisi della causa principale e procedure di correzione. Per i responsabili degli acquisti, includiamo liste di controllo delle specifiche delle macchine e i requisiti di certificazione degli operatori (IAGI, NACE).
Che cos'è il tutorial sulla saldatura delle geomembrane in HDPE?
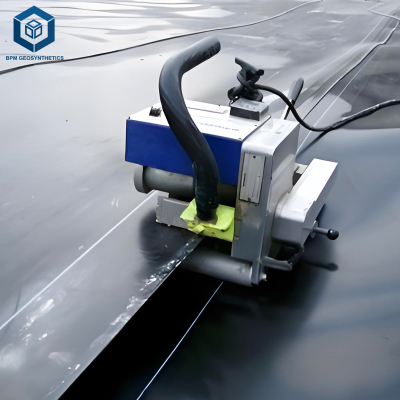
La fraseTutorial sulla saldatura di geomembrane in HDPE si riferisce al set di istruzioni sistematiche per l'operazione delle apparecchiature di saldatura a fusione utilizzate per unire i pannelli di geomembrana in HDPE sul campo. Sono trattati due principali tipi di macchine: saldatrici a fusione a doppio binario (a cuneo caldo) per giunzioni piatte e saldatrici a estrusione (manuali o montate su banco) per riparazioni e penetrazioni. Contesto industriale: I saldatrici a fusione a doppio binario sono lo standard per le giunzioni primarie nelle discariche, nei cumuli minerari e nei laghetti, poiché producono saldature costanti e ad alta resistenza (90-100% della resistenza del foglio di base). Queste macchine funzionano a temperature di esercizio comprese tra 400 e 500 gradi. ° C, pressioni di 2-5 bar e velocità di avanzamento di 1,5-3,0 m/min, a seconda dello spessore della geomembrana e delle condizioni ambientali. Perché è importante per l'ingegneria e l'approvvigionamento: la qualità della cucitura è il fattore più critico per l'integrità del rivestimento – un difetto nella cucitura di 100 mm può causare perdite di 50-200 litri al giorno. Un'installazione impropria della macchina porta a saldature fredde (legame debole) o a perforazioni (materiale assottigliato). La certificazione dell'operatore (IAGI, NACE) e i registri di calibrazione delle macchine sono obbligatori per la conformità alla normativa EPA Subtitle D.
Specifiche Tecniche – Macchine per Saldatura di Geomembrane in HDPE
| Parametro | Saldatrice a fusione a doppio binario (cuneo caldo) | Saldatrice a estrusione (manuale) | Importanza dell'Ingegneria | |
|---|---|---|---|---|
| Metodo di saldatura | Cuneo termico tra due fogli sovrapposti | Perle di polimero fuso estruso riempiono la scanalatura a V. | Saldatrice a fusione per giunzioni primarie; estrusione per riparazioni e penetrazioni. | |
| Intervallo di temperatura del cuneo | 400 – 500 ° C (752-932 ° F | Non applicabile (cilindro dell'estrusore 200-250) ° C | Temperatura troppo bassa = saldatura fredda; troppo alta = perforazione. | |
| Pressione a cuneo (pressione di contatto) | 2,0 – 5,0 bar (29-72 psi) | Non applicabile (l'operatore tiene l'ugello) | La pressione garantisce l'interdiffusione molecolare; bassa pressione = legame debole. | |
| Velocità di avanzamento (velocità di saldatura) | 1,5 – 3,0 m/min (regolabile) | 0,3 – 0,8 m/min (più lento, manuale) | La velocità influisce sull'apporto di calore; regolarla inversamente in base alla temperatura. | |
| Larghezza della cucitura (finita) | 20-40 mm (doppio binario) | 15-25 mm (singola perla) | Cucitura più larga = percorso di fuoriuscita più lungo, ma produzione più lenta. | |
| Requisiti di alimentazione | 230V AC, 3-5 kW, 16-20A | 230V AC, 2-3 kW, 10-15A | Assicurarsi che l'alimentazione del sito soddisfi i requisiti; il generatore deve essere stabile. | |
| Peso (macchina) | 15-25 kg (portatile, con ruote) | 6-12 kg (portatile) | Le macchine più pesanti richiedono maggiore impegno da parte dell'operatore sui pendii. | |
| Standard di certificazione | GRI, ASTM D6392 (test delle giunzioni) | Uguale alla fusione | È richiesta la certificazione dell'operatore per entrambi i tipi. |
Struttura e Composizione del Materiale – Formazione di Saldature in HDPE
| Componente | Funzione | Processo di formazione della saldatura |
|---|---|---|
| Catene polimeriche in HDPE | Materiale di base per la saldatura | Il calore provoca la diffusione della catena attraverso l'interfaccia; il raffreddamento crea intrecciamenti. |
| Nero di carbonio (2-3%) | Stabilizzatore UV, non partecipa alla saldatura | La dispersione uniforme è fondamentale; gli agglomerati causano difetti nella saldatura. |
| Antiossidanti (OIT) | Previene l'ossidazione durante il servizio, non durante la saldatura. | Un alto OIT non influisce sulla saldabilità; un basso OIT porta successivamente alla formazione di giunzioni fragili. |
| Contaminazione superficiale (sporco, umidità, olio) Impedisce il contatto molecolare | Deve essere pulito prima della saldatura; la contaminazione causa una fusione incompleta. |
Processo di Produzione – Fasi Operative della Macchina per Saldatura
Configurazione e calibrazione della macchina – Controllare l'alimentazione elettrica (230V AC, tensione stabile ±5%). Imposta la temperatura del cuneo in base allo spessore della geomembrana e alle condizioni ambientali (inizia a 450 ° C per HDPE da 1,5 mm. Calibrare il manometro e la manopola di selezione rapida.
Preparazione della superficie Sovrapporre i pannelli di 75-100 mm. Pulire l'area della cucitura con alcol isopropilico o detergente specifico. Rimuovere sporco, polvere, umidità e olio. Assicurarsi che i pannelli siano asciutti.
Cucitura di prova (test di pre-produzione) Saldare una cucitura di prova di 2-3 metri su materiale di scarto. Prova distruttiva secondo la norma ASTM D6392: test di distacco e test di taglio. Regola i parametri fino al successo.
Saldatura di produzione – Posizionare la macchina sull'area di sovrapposizione, avviare il riscaldamento del cuneo (attendere 5-10 minuti per il riscaldamento). Azionare le ruote motrici; mantenere una velocità costante (evitare di fermarsi a metà cucitura). Monitora continuamente la visualizzazione della temperatura.
Ispezione post-saldatura (non distruttiva) Eseguire il test del canale d'aria (ASTM D4437) per saldature a doppio binario: pressurizzare il canale a 30 psi, mantenere per 5 minuti, osservare il calo della pressione. Inoltre, test con camera a vuoto per saldature a binario singolo.
Prove distruttive (secondo il piano QA/QC) – Tagliare i campioni ogni 150 m di lunghezza della cucitura. Eseguire test di distacco e di taglio; accettazione minima: distacco ≥31 N/cm, taglio ≥50% della resistenza del foglio di base.
Riparazione delle cuciture difettose – Se la saldatura non supera il test, rimuovere la sezione difettosa e risaldare. Per le riparazioni con saldatura a estrusione, rimuovere la saldatura vecchia, pulire e applicare un nuovo cordone di saldatura.
Confronto delle Prestazioni – Metodi di Saldatura per Geomembrane in HDPE
| Metodo di saldatura | Resistenza della cucitura (percentuale rispetto all'originale) | Velocità di produzione (m/min) | È richiesta competenza operativa | Migliore applicazione |
|---|---|---|---|---|
| Fusione a doppio binario (cuneo caldo) | 90-100% (eccellente) | 1.5-3.0 (veloce) | Moderato (è richiesta formazione certificata) | Cuciture principali, aree piatte, pendii |
| Fusione a binario singolo (cuneo più piccolo) | 85-95% (buono) | 1.0-2.0 (moderato) | Moderato | Ristrette sovrapposizioni, curve strette |
| Saldatura per estrusione (manuale) | 70-85% (da discreto a buono) | 0,3-0,8 (lento) | Alto (richiede mano stabile, controllo dell'angolazione) | Riparazioni, perforazioni dei tubi, riparazioni con toppe |
| Saldatura per estrusione (da banco/automatica) | 80-90% (buono) | 0,5-1,0 (moderato) | Moderato Pannelli prefabbricati, saldatura in cantiere |
Applicazioni Industriali – Selezione della Macchina per Saldatura in Base al Progetto
Rivestimento della discarica (cuciture primarie): Saldatrice a fusione a doppio binario obbligatoria per tutte le giunzioni primarie. Saldatrice a estrusione per toppe e manicotti per tubi. Richiede operatori certificati IAGI o NACE.
Piano di liofilizzazione per attività minerarie (pannelli di grandi dimensioni): Saldatrice a fusione a doppio binario con cuneo largo (40 mm) per alta produttività. Utilizzare la saldatura automatizzata per le lunghe giunzioni rettilinee; l'estrusione per le riparazioni attorno ai tubi.
Rivestimento per laghetti (argini curvi): La saldatrice a fusione a binario singolo può essere utilizzata per curve con raggio più stretto. Saldatura per estrusione per zone irregolari.
Contenimento secondario (parchi di serbatoi): Fusione a doppio binario per la maggior parte delle giunzioni; saldatura per estrusione per pozzi e penetrazioni.
Problemi Comuni del Settore e Soluzioni Ingegneristiche
Problema 1 – Saldatura a freddo (il test di distacco mostra un guasto dell'adesione, superficie liscia senza fibre di HDPE)
Causa principale: Temperatura del cuneo troppo bassa (<400 ° c) o="" velocità="" di="" viaggio="" troppo="" elevata="">3 m/min). Calore insufficiente per ottenere la diffusione molecolare. Soluzione: Aumentare la temperatura di 10-20 gradi. ° Oppure ridurre la velocità di 0,3-0,5 m/min. Ricontrollare la cucitura di prova.
Problema 2 – Perforazione (assottigliamento visibile o fori nelle cuciture)
Causa principale: Temperatura del cuneo troppo alta (>500 ° C) o velocità di viaggio troppo bassa (<1,2 m/min). Il surriscaldamento causa la degradazione del polimero. Soluzione: Ridurre la temperatura di 20-30 gradi. ° C o aumentare la velocità. Sostituire la sezione danneggiata.
Problema 3 – Larghezza della cucitura non uniforme (sovrapposizione variabile, macchina errante)
Causa principale: L'operatore non guida la macchina in modo dritto; sovrapposizione irregolare. Soluzione: Utilizzare una guida di scorrimento o un accessorio di guida laser. Marcare la linea di giunzione prima della saldatura. Per le cuciture lunghe, utilizzare il filo di nylon.
Problema 4 – Il test del canale d'aria non ha esito positivo (diminuzione della pressione entro 5 minuti)
Causa principale: Fori di giunzione, fusione incompleta o detriti intrappolati nella giunzione. Utilizzare acqua saponata per individuare la perdita. Segna la posizione della perdita, taglia la sezione e risaldala. Per la cucitura a doppio binario, riparare con saldatrice a estrusione.
Fattori di Rischio e Strategie di Prevenzione
| Fattore di rischio | Meccanismo | Strategia di Prevenzione (Clausola Specifica) |
|---|---|---|
| Operatori non formati causano problemi. | Saldatore non certificato produce saldature non uniformi. "Tutti gli operatori di saldatura devono possedere la certificazione attuale IAGI o NACE per la saldatura di geomembrane in HDPE." Le carte di certificazione saranno disponibili per l'ispezione. Anello | |
| Macchina non calibrata (deriva di temperatura/pressione) | La deriva del sensore causa saldature fredde o perforazioni. La macchina per saldare deve essere calibrata all'inizio di ogni turno utilizzando un pirometro a contatto e un manometro. Il registro di calibrazione dovrà essere tenuto in manutenzione. Anello | |
| Cucitura contaminata (sporco, umidità, olio) | Impedisce il legame molecolare -> fusione incompleta L'area della giunzione deve essere pulita con alcol isopropilico e asciugata prima della saldatura. Nessuna saldatura entro 2 ore dalla pioggia. Anello | |
| Saldatura in condizioni di freddo (temperatura ambiente <5 ° c) Il circuito di dissipazione del calore si dissipa troppo rapidamente - circuito di saldatura a freddo Per temperature ambientali inferiori a 5 ° C, utilizzare il parabrezza e aumentare la temperatura del cuneo di 20-30 gradi. ° C. Preriscaldare l'area della cucitura. Anello | ||
| Proceduri di test non distruttive inadeguate Difetti non rilevati nelle cuciture causano perdite. Il 100% delle cuciture a doppio binario dovrà essere testato per quanto riguarda il canale d'aria secondo lo standard ASTM D4437. Le saldature per estrusione devono essere testate in camera a vuoto. Campioni distruttivi ogni 150 metri. Anello |
Guida all'Acquisto: Come scegliere una macchina per la saldatura di geomembrane in HDPE
Determinare l'applicazione principale – Giunzioni di discarica/prima lavorazione → saldatrice a fusione a doppio binario. Riparazioni/penetrazioni → saldatrice a estrusione. Per gli appalti generali, acquistare entrambi i tipi.
Verificare la disponibilità di energia elettrica in loco I saldatori a doppio binario richiedono 230V AC, 16-20A, un generatore stabile (si raccomanda un modello inverter). Le saldatrici a estrusione richiedono 230V, 10-15A.
Valutare peso e portabilità Per i lavori su pendenze, le macchine più leggere (15-18 kg) riducono l'affaticamento dell'operatore. Considera i modelli con ruote per le aree pianeggianti.
Funzioni di controllo della temperatura – Sono preferiti i controllori PID digitali con display in tempo reale rispetto ai quadranti analogici. Capacità di registrazione dati per la documentazione QA/QC.
Regolazione e monitoraggio della pressione Cerca macchine con pressione del cuneo regolabile (intervallo 2-5 bar) e manometro.
Controllo della velocità – Azionamento a velocità variabile (1-4 m/min) con display digitale. Importante mantenere una velocità costante sotto carico.
Supporto del produttore e pezzi di ricambio – Verificare la disponibilità locale di cunei, ruote motrici, elementi riscaldanti e sensori.
Caso di studio di ingegneria: Guasto nelle giunzioni della discarica – Errore di configurazione della macchina
Progetto: Assistente Cella di discarica per rifiuti solidi urbani (MSW) di 50 acri, rivestimento in HDPE testurizzato da 1,5 mm. Il team di saldatori ha utilizzato una saldatrice a fusione a doppio binario.
Problema: Assistente Dopo l'installazione di 2.000 m² di rivestimento, l'ispettore CQA ha eseguito un test dei canali d'aria su 20 giunture – 8 hanno fallito (tasso di fallimento del 40%). I test di distacco sulle giunzioni difettose hanno evidenziato una saldatura a freddo (superficie liscia, senza strappi nelle fibre).
Analisi della causa principale: Il sensore di temperatura della saldatrice si era disallineato; punto di impostazione 440 ° C ma la temperatura effettiva del cuneo misurata è di 380 ° C (pirometro a contatto). L'operatore non aveva calibrato la macchina all'inizio del turno. La velocità di avanzamento era di 2,5 m/min – troppo alta per un 380. ° C.
Azione correttiva: Sensore di temperatura ricalibrato. Punto di regolazione modificato a 460 ° C per raggiungere il valore effettivo di 440 ° C. Velocità ridotta a 2,0 m/min. Ritestato – le cuciture hanno superato i test del canale d'aria e di distacco (strappo della fibra 95%).
Costo della ripristinazione: Ritagliati e risaldati 180 m di giunti difettosi (lavoro: $4.500). Tempo di produzione perso: 2 giorni (12.000 dollari). Il kit di calibrazione della macchina costa 800 dollari. Totale $17.300. Si sono evitati futuri disastri (stima di oltre 500.000 dollari per la riparazione).
Risultato misurabile: IlTutorial sulla saldatura di geomembrane in HDPE Lezione: Calibrare sempre la temperatura con il pirometro a contatto all'inizio del turno – non fidarsi mai solo del display della macchina. Un kit di calibrazione da 800 dollari ha risparmiato 500.000 dollari in potenziali interventi di ripristino.
FAQ – Tutorial sulla Macchina per Saldatura di Geomembrane in HDPE
Richiedi Supporto Tecnico o Preventivo
Offriamo servizi di calibrazione delle macchine per saldatura, formazione degli operatori e sviluppo di piani di controllo qualità (QA/QC) per progetti di installazione di geomembrane in HDPE.
✔ Richiedere un preventivo (dimensioni del progetto, tipo di rivestimento, requisiti di certificazione)
✔ Scarica il modello del registro di calibrazione della macchina per saldatura da 25 pagine e le tabelle dei parametri.
✔ Ingegnere specializzato in saldature a contatto (formatore certificato IAGI, 18 anni di esperienza)
Contatta il nostro team di ingegneri tramite il modulo di richiesta informazioni sul progetto.
Informazioni sull'autore
Questa guida tecnica è stata preparata dal gruppo senior di ingegneri geosintetici della nostra azienda, una società di consulenza B2B specializzata in controllo qualità/controllo qualità della saldatura di geomembrane in HDPE, formazione degli operatori e analisi dei guasti forensici. Ingegnere capo: 21 anni di esperienza nell'installazione e saldatura di geomembrane in HDPE (formatore certificato IAGI), 16 anni nella gestione del CQA e esperto per 47 casi di guasto nelle giunzioni. Abbiamo formato oltre 500 operatori di saldatura e controllato più di 10 milioni di m² di giunzioni di geomembrane a livello globale. Ogni parametro della macchina, protocollo di test e caso di studio derivano dagli standard ASTM/GRI e dall'esperienza pratica sul campo. Niente consigli generici – dati di livello tecnico per ingegneri CQA e supervisori delle installazioni.